



Specyfikacje pleśni
|
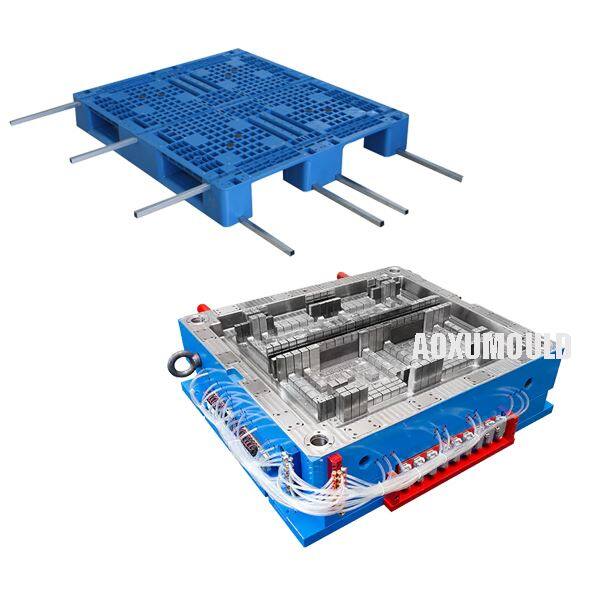
Nazwa pleśni |
Wytrzymała forma paletowa |
|
Materiał produktu |
HDPE, plastik |
|
Wielkość produktu |
1085x1085x145 mm |
| Waga produktu |
25,6 kg |
|
Materiał pleśniowy dla wnęki i. Rdzeń |
P20 |
|
Podstawa pleśni |
C45 |
|
System wtrysku |
Hot Runner |
|
Odpowiednia maszyna wtrysku |
3000T |
|
Rozmiar pleśni |
1550x1550x880 mm |
|
Życie pleśni |
Ponad 300, 000 PCS |
Materiały i proces produkcji wytrzymałych form paletowych

Materiały stosowane w wytrzymałościowych formach paletowych
Ciężkie formy paletowe muszą wytrzymać wysokie ciśnienie, ścieranie i powtarzające się użycie, więc zwykle są wytwarzane ze stali narzędzi wysokiej jakości ze specjalnymi zabiegami:
1. Materiały do formy podstawowej
P20 STAL-Wspólna wstępnie zahartowana stal (HRC 28-32) dla form średniej dużej.
718H Stal (zmodyfikowana P20) - Wyższa twardość (HRC 32-36) i lepsza polska dla długich przebiegów produkcyjnych.
H13 Steel (stal narzędzia do pracy na gorąco)-Doskonała odporność na ciepło (HRC 48-52), używana do produkcji o dużej objętości.
S136 \/ Stal nierdzewna-dla form odpornych na korozję (np. Palety z żywnością).
2. Zabiegi powierzchniowe (zwiększenie trwałości)
NITRIND - zwiększa twardość powierzchni i odporność na zużycie.
Twardy chromowanie - zmniejsza tarcie i zapobiega korozji.
Powłoka azotku tytanu (TIN) - rozszerza żywotność pleśni w warunkach ściernych.

Proces produkcyjny wytrzymałych form paletowych
1. Projektowanie i inżynieria
Modelowanie CAD 3D - zapewnia precyzyjne wymiary siły i funkcjonalności palety.
Analiza CAE - symuluje przepływ wtrysku, chłodzenie i rozkład naprężeń.
2. Maszyna CNC
Szorstka obróbka - mielenie podstawowego kształtu ze stalowych bloków.
Precyzyjne obróbki CNC-cięcie wnęki, rdzeni i systemów wyrzutów.
EDM (obróbka elektryczna) - dla skomplikowanych detali i ostrych krawędzi.
3. Obróbka cieplna i hartowanie
Gaszenie i temperowanie - zwiększa twardość stali (np. H13 stal do HRC 50).
Odciążenie stresu-zapobiega wypaczaniu podczas długoterminowego użytkowania.
4. Wykończenie i polerowanie powierzchniowe
Polerowanie ręczne\/CNC - zapewnia gładkie powierzchnie palet (zapobiega przyklejeniu).
Aplikacja tekstury-w razie potrzeby dodaje wzorce przeciwpoślizgowe.
5. Montaż i testowanie
Montaż pleśni - dopasowanie pinów, suwaków i kanałów chłodzących.
Wtrysk próbny - testuje wydajność pleśni i jakość palet.
Projekt produktu i. Pleśń

Kluczowe względy projektowe
|
A. Struktura obciążenia Grube żeberka i wzmocnione nogi dla wysokich obciążeń statycznych\/dynamicznych. Zoptymalizowana grubość ściany (zwykle 3–5 mm) w celu zrównoważenia siły i wagi. B. Projekt kąty i wydanie części 1–3 stopnie kątowe na ścianach pionowych w celu łatwego wyrzucania. Gładkie przejścia, aby uniknąć stężenia stresu. C. Projekt przeciwwagi Zrównoważone kanały chłodzące, aby zapobiec nierównomiernemu skurczowi. Symetryczne wzory żebra dla jednolitej siły. D. Opcje dostosowywania Projekty gniazdowe\/możliwe do ustawiania do przechowywania oszczędzania przestrzeni. Punkty wejścia Forklift (4- Way lub {2- Way Access). Otwory drenażowe (do użytku na zewnątrz\/w pomieszczeniu czystym).
|
Pakiet &. Dostawa

Komponenty pleśni
Stal pleśni

System Hot Runner

Części standardowe

Zalety dodawania stali wzmocnionej do ciężkich palet
|

Informacje zwrotne klientów






