



Specyfikacje pleśni
|
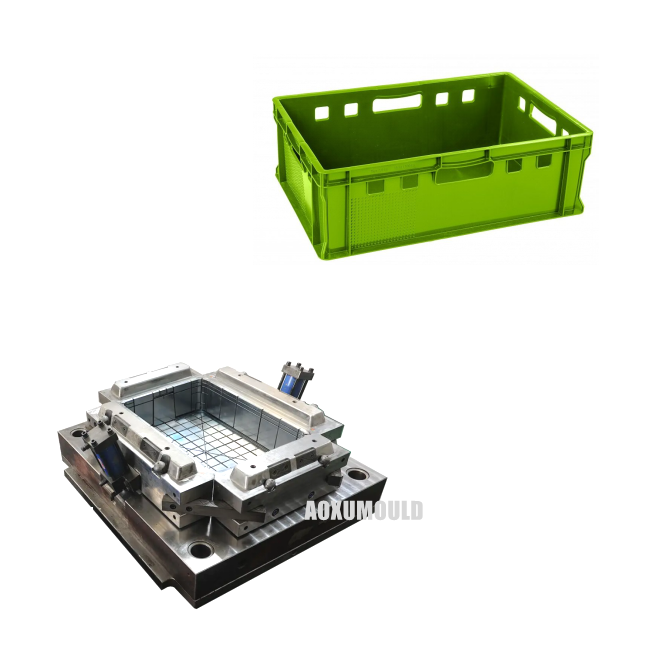
Nazwa pleśni |
Plastikowa wytrzymała skrzynia |
|
Materiał produktu |
HDPE/PP |
|
Wielkość produktu |
600 x 400 x 140 mm |
|
Materiał pleśniowy dla wnęki i. Rdzeń |
P20/718H/H13/2738 |
|
Nos wnęki |
1 wnęka |
|
System wtrysku |
Hot Runner |
|
Odpowiednia maszyna wtrysku |
450T |
|
Rozmiar pleśni |
1050x680x550 mm |
|
Waga pleśni |
3500 kg |
|
Życie pleśni |
Ponad 500, 000 PCS |
|
Czas dostawy |
50 dni |
Grubość plastikowej wytrzymałej skrzyni

Grubość plastikowej wytrzymałej skrzyni wynosi zwykle od 3 mm do 8 mm, w zależności od projektu, materiału i zamierzonego zastosowania. Oto szczegółowy podział:
1. Materiał:
- Wspólne tworzywa sztuczne obejmują HDPE (polietylen o wysokiej gęstości) lub PP (polipropylen). HDPE jest często preferowane do zastosowań o wytrzymałości ze względu na jego sztywność i odporność na uderzenie.
2. Czynniki projektowe:
- Jednolita grubość: Ściany i podstawa wynoszą zwykle 4–6 mm dla standardowych skrzyń ciężkich.
- Wzmocnienia: Żeberka, konstrukcja podwójnie ściany lub wzmocnienia narożne mogą pozwolić na lekko cieńsze ściany (np. 3–5 mm) przy jednoczesnym utrzymaniu wytrzymałości.
- Obszary krytyczne: podstawy i krawędzie obciążenia mogą być grubsze (do 8 mm) dla dodatkowej trwałości.
3. Proces produkcyjny:
- Formowanie wtryskowe: zwykle wytwarza ściany o grubości 2–6 mm z powodu przepływu materiału i ograniczeń chłodzenia.
- Formowanie obrotowe: pozwala na grubsze ściany (do 12+ mm), ale jest mniej powszechne w przypadku skrzyń.
4. Pojemność obciążenia:
- skrzynie zaprojektowane do ekstremalnych obciążeń (np. Części samochodowe lub przemysłowe) mogą przekraczać 6 mm w sekcjach krytycznych.
- Mniejsze skrzynie mogą wykorzystywać ściany 3–4 mm, podczas gdy większe wymagają 5–8 mm dla integralności strukturalnej.
5. Przykłady branżowe:
- Standardowe ciężkie: 4–6 mm ściany.
- Specjalistyczne/przemysłowe: do 8 mm lub więcej dla obszarów wysokiej stresu.
Dlaczego warto wybrać HDPE i. Materiały PP do ciężkich plastikowych skrzyń?

Wybór między HDPE (polietylen o wysokiej gęstości) i PP (polipropylen) dla ciężkich skrzyń z tworzywa sztucznego, wybór zależy od wymagań dotyczących zastosowania, warunków środowiskowych i wymagań obciążenia. Oto szczegółowe porównanie:
2. Dlaczego warto wybrać HDPE do ciężkich skrzyń?
- Odporność na uderzenie: Idealny do szorstkiego obsługi, układania i upuszczania (np. Logistyki, rolnictwa).
- Zimne środowiska: Zachowuje siłę w temperaturach poderowych (np. Zimne magazyn, transport chłodzący).
- Sztywność: Utrzymuje kształt pod ciężkimi obciążeniami (np. Części samochodowe, maszyny).
- Recykling: powszechnie poddawane recyklingowi, co czyni go ekologicznym dla zrównoważonych łańcuchów dostaw.
3. Dlaczego warto wybrać PP na ciężkie skrzynie?
- Ekspozycja chemiczna: Najlepsze dla skrzyń do przechowywania olejów, paliw lub substancji korozyjnych (np. Przemysły chemiczne).
- Zastosowanie wysokiej temperatury: odpowiednie do sterylizacji (np. Przetwarzanie żywności, sprzęt medyczny).
- Elastyczność: Lepiej dla stresu powtarzalnego (np. Pokrywa zawiasowe, składane wzory).
-Opłacalność: często tańsza dla produkcji o dużej objętości.
Jak zrobić pleśń na ciężką plastikową skrzynię?

Tworzenie wytrzymałej plastikowej formy skrzyni obejmuje precyzyjną inżynierię, wybór materiałów i wiedzę specjalistyczną produkcyjną. Poniżej znajduje się krok po kroku przewodnik po projektowaniu i wytwarzaniu trwałej, wysokiej jakości formy:
1. Faza projektowa
A. Zdefiniuj wymagania
- Specyfikacje skrzyni: rozmiar, pojemność obciążenia, grubość ściany (zwykle 4–8 mm) i geometria (żebra, uchwyty, cechy układania).
- Materiał: Wybierz plastik (np. HDPE, PP) i uwzględnij szybkości skurczu podczas chłodzenia.
-Prowadź proces: Zdecyduj się na formowanie wtryskowe
B. Projekt CAD
- Użyj oprogramowania 3D CAD (np. SolidWorks, AutoCAD), aby modelować skrzynię i pleśń.
- Dołącz projekt kątów (1–3 stopnia) w celu łatwego wyrzucania.
- Projektuj żebra i wzmocnienia narożne w celu zwiększenia wytrzymałości bez zwiększania grubości ściany.
- Dodaj lokalizacje pinów wyrzutu, kanały chłodzenia i odpowietrzanie, aby zapobiec wadom.
2. Wybór materiału pleśni
Wybierz stal wysokiej jakości na podstawie trwałości i wielkości produkcji:
- Formy stalowe:
- stal P20 lub H13 dla wysokiego odporności na zużycie (idealne dla 100, 000+).
- Zahartowany dla długowieczności.
3. Kroki produkcji pleśni
A. Obróbka rdzenia i wnęki
- Użyj obróbki CNC, aby utworzyć rdzeń (samiec) i wnękę (żeńską) części formy.
- Zapewnij gładkie powierzchnie (wykończenie polerowania do SPI-A1/A2), aby uniknąć wad takich jak linie przepływu.
B. Integracja systemu chłodzenia
- Osadzaj kanały chłodzenia w celu regulacji temperatury i skrócenia czasu cyklu.
- Zoptymalizuj układ kanału do jednolitego chłodzenia (zapobiega wypaczaniu).
C. System wyrzutowy
- Zainstaluj szpilki i płytki wyrzucające, aby wypchnąć skrzynię z formy po chłodzeniu.
- Upewnij się, że szpilki są ustawione, aby uniknąć widocznych znaków na krytycznych powierzchniach.
D. Wentylacja
- Dodaj mikro kreski (0. 0 2–0,04 mm), aby umożliwić ucieczkę powietrza/gazu uwięzionego, zapobiegając oparzeniom lub pustkom.
mi. Zabiegi powierzchniowe
- Zastosuj powłoki (np. Nitriding, chromowanie), aby zmniejszyć zużycie i poprawić uwalnianie.
4. Prototypowanie i testowanie
- Próby iniekcji:
- Sprawdź wady (znaki zlewu, wypaczanie, flash).
- Dostosuj temperaturę, ciśnienie i czas chłodzenia.
- Testowanie obciążenia: Sprawdź, czy skrzynia spełnia wymagania siły.
5. Zespół formy produkcyjnej
- Montuj rdzeń, wnękę, układ wyrzutowy i elementy chłodzenia.
- Zamontuj formę na wtrysku (np. 500 - 2000- siła zacisku dla dużych skrzyń).
6. Kluczowe rozważania
A. Konsystencja grubości ściany
- Unikaj gwałtownych zmian grubości, aby zapobiec śladom zlewu.
- Użyj żeber (50–60% grubości podstawy) do wzmocnienia.
B. Projektowanie bramy
- Bramy pozycji (punkty wejścia dla stopionego plastiku), aby zapewnić równy przepływ.
- Użyj systemów Hot Runner dla dużych skrzyń, aby zmniejszyć odpady.
C. Funkcje układania
- Projektowanie blokujących pokryw lub układanie obręczy bezpośrednio do formy.
7. Processing
- CNC Mękawka: udostępnij obszary krytyczne (np. Uchwyty, narożniki).
- EDM (obróbka elektryczna): dla skomplikowanych szczegółów lub teksturowania.
Jak formować plastikowe skrzynie?
Komponenty pleśni
Stal pleśni

System Hot Runner

Części standardowe

Pakiet &. Dostawa

Informacje zwrotne klientów

Dlaczego warto nas wybrać?
Specjalizujemy się w tworzeniu precyzyjnych form inżynierowych do skrzyń z tworzyw sztucznych klasy przemysłowej, zapewniając trwałość, wydajność i wartość. Oto, co nas wyróżnia:
1. Wiedza specjalistyczna w zakresie ciężkiego projektowania
- Wiedza specyficzna dla branży: ponad 15 lat doświadczenia w projektowaniu form dla sektorów motoryzacyjnych, logistycznych i rolniczych, zoptymalizowane pod kątem pojemności obciążenia do 1, 000+ LBS.
- Materiał materialny: zaawansowane zrozumienie HDPE, PP i wzmocnionych tworzyw sztucznych, upewniając się, że formy wytwarzają skrzynie o precyzyjnej grubości (3–8 mm) i odporność na uderzenie.
2. Najnowocześniejsza technologia
- Oprogramowanie do symulacji: Narzędzia takie jak przepływ pleśni przewidują przepływ, chłodzenie i punkty naprężenia w celu wyeliminowania defektów i zwiększenia długowieczności pleśni.
- Magę z wysokiej precyzyjnej: CNC, EDM i 5- mielenie osi dla bezbłędnych wykończeń wnęki i ciasnych tolerancji (± 0. 01 mm).
3. Dostosowywanie i elastyczność
- Rozwiązania dostosowane: dostosuj projekty podwójnie ściany skrzyń, składanych funkcji lub żebra wzmocnionych, aby zaspokoić twoje dokładne potrzeby.
-Szybkie prototypowanie: przyspiesz czas na rynek za pomocą próbek formy z nadrukiem 3D do testowania i walidacji.
4. Solidne zapewnienie jakości
- Rygorystyczne testy: formy poddawane testowaniu cyklu i symulacji obciążenia w świecie rzeczywistym, aby zapewnić odporność na awarię i długowieczność.
5. Wydajność kosztów i czasu
- Zoptymalizowana produkcja: projekty pleśni minimalizują marnotrawstwo materiałowe i czasy cyklu, zmniejszając koszty na jednostkę.
- Szybszy zwrot: usprawnione przepływy pracy zapewniają wysokiej jakości formy w 30–45 dni, nawet dla złożonych geometrii.
6. Wsparcie do końca
- Konserwacja dożywotnia: usługi po sprzedaży obejmują rozwiązywanie problemów, naprawy i polerowanie powierzchni w celu przedłużenia żywotności pleśni.
- Koncentracja na zrównoważonym rozwoju: Projekty priorytetyzują materiały recyklingowe i energooszczędne procesy produkcyjne.
7. Udokumentowane osiągnięcia - Studia przypadków: Historie sukcesu obejmują skrzynie części samochodowych z bazami wzmocnionymi 8 mm i wymyślne projekty zmniejszające koszty wysyłki o 40%.
Takie podejście podkreśla mocne strony techniczne, rozwiązania skoncentrowane na kliencie i wyniki w świecie rzeczywistym, jednocześnie zajmując się punktami bólu, takimi jak koszt, jakość i niezawodność.





