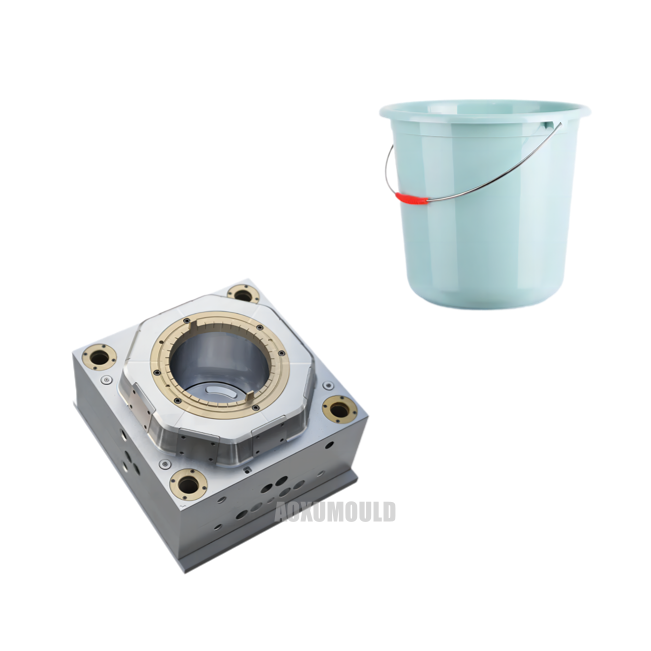




Specyfikacje pleśni
|
Nazwa pleśni |
Plastikowa forma wiadra na wodę |
|
Materiał produktu |
Pp |
|
Wielkość produktu |
240x320x290 mm (obejmują koła) |
|
Waga produktu |
550g |
|
Materiał pleśniowy dla wnęki i. Rdzeń |
C45, P20, 718, 2738 |
|
Podstawa pleśni |
C45 |
|
System wtrysku |
Gorące bramki lub bramy zaworów |
|
Odpowiednia maszyna wtrysku |
550T |
|
Rozmiar pleśni |
490x630x575 mm |
|
Życie pleśni |
Ponad 300, 000 PCS |
CoDEtailsDo YouNEedTo PTakAttentionTo WkuraDEsigningPOstatnioBUCKet?

1. Wybór materiału: Wybierz wysokiej jakości plastikowe surowce, aby upewnić się, że wiadro ma wystarczającą wytrzymałość i trwałość. Jednocześnie konieczne jest upewnienie się, że wybrane plastikowe materiały spełniają odpowiednie standardy bezpieczeństwa i nie zawierają szkodliwych substancji.
2. Projekt pojemności: Pojemność wiadra powinna być zaprojektowana zgodnie z potrzebami użytkowników i używać scenariuszy, które powinny zapewnić, że ilość wody może być wystarczająca, a wygoda przenoszenia i stosowania powinna zostać uwzględniona.
3. Projekt strukturalny: Konstrukcja konstrukcyjna wiadra powinna być rozsądna, upewnić się, że jest twardy i stabilny, i nie jest łatwy w odkształceniu lub uszkodzeniu. Zwłaszcza w projektowaniu części i uchwytów połączenia konieczne jest zapewnienie pojemności łożyska i komfortu obciążenia.
4. Projekt usta wiadra: Konstrukcja usta powinna uwzględniać wygodę nalewania wody i czyszczenia, a kaliber powinien być umiarkowany, łatwy do wylewania wody lub czyszczenia.
5. Projektowanie wyglądu: Oprócz funkcjonalności ważny jest również projekt wyglądu wiadra. Ma atrakcyjny projekt wyglądu, dzięki czemu ludzie mogli go polubić na pierwszy rzut oka i zwiększyć wrażenia użytkownika.
JakTo EnsureTOnLoad-BUciekCNakazyPOstatnioBUCKet?
Kluczowe środki w celu zapewnienia pojemności obciążenia
1.Wybór materiału
Polietylen o wysokiej gęstości (HDPE): odporna na uderzenie i korozję chemiczną, jest powszechnym materiałem w wiadrach.
Polipropylen (PP): Lekkie i odporne na wysokie temperatury, ale może stać się kruche w niskich temperaturach.
Dodaj środki wzmacniające, takie jak włókno szklane lub włókno węglowe, aby poprawić sztywność materiału.
2.Optymalizacja projektowania strukturalnego
Upodręcznik dolna: zaprojektuj uciążliwość siatki lub pierścienia, aby rozłożyć dolne ciśnienie.
Rozkład grubości ściany: Dno i ściany boczne są zagęszczone (zwykle dno jest najgrubsze), a górna część można odpowiednio przerzedzić.
Zaokrąglone przejście: Unikaj projektowania prawego kąt, aby zmniejszyć ryzyko pęknięcia spowodowanego stężeniem naprężeń.
3.Kontrola procesu produkcyjnego
Parametry formowania wtrysku: precyzyjna kontrola temperatury, ciśnienia i szybkości chłodzenia, aby uniknąć pęcherzyków lub śladów skurczowych.
Dokładność pleśni: Zapewnij jednolitą grubość ściany i zmniejsz wady.
Po leczeniu: wyżarzanie w celu wyeliminowania stresu wewnętrznego i poprawy długoterminowej stabilności.
4.Kontrola jakości i inspekcja
Test ciśnienia próbkowania: Symuluj faktyczne obciążenie, aby wykryć krytyczny punkt deformacji lub pęknięcia.
Wykrywanie grubości ściany: Miernik grubości ultradźwiękowej lub laserowej, aby upewnić się, że grubość jest standardowa.
Testy upuszczenia: Sprawdź odporność na uderzenie w transporcie lub użytkowanie.
5.Zdolność adaptacji środowiskowej
Wpływ temperatury: Materiały odporne na zimno (takie jak zmodyfikowany HDPE) należy wybrać do środowisk niskiej temperatury.
Ochrona UV: dodaje się środek anty-UV, aby zapobiec utracie siły z powodu starzenia.
Po drugie, powszechnie stosowane standardy testowe
Plastikowe wiadra powinny być testowane zgodnie ze standardami międzynarodowymi, krajowymi lub branżowymi, następujące są wspólne standardy:
1. Standardy międzynarodowe
ASTM D1998: Ocena długoterminowej wytrzymałości hydrostatycznej (EG odporności na pełzanie) materiałów HDPE.
ASTM D2412: Test obciążenia płytki równoległy, mierząc odporność na ściskanie korpusu lufy.
ISO 13268: Testowanie wydajności kompresji podziemnych plastikowych pojemników w cyklach temperatury.
ISO 22498: Metoda testu upuszczenia plastikowych pojemników.
2. Standardy krajowe
GB/T 13508-2011: Standard dla pojemników do rozwiniętych polietylenowych, pokrywających hydrostatyczne, kropli i innych testów.
QB/T 2818-2017: Standard branżowy z lufy wodnej z tworzywa sztucznego, który określa szybkość deformacji obciążenia, uszczelniania itp.
GB/T 4857.5: Zrzuć metodę testu do transportu pakowania (proces symulowanego ładowania i rozładunku).
3. Metoda testowa
Test obciążenia statycznego: Waga znamionowa obciążenia (np. 1,5 -krotna pojemność nominalna) przez 24 godziny w celu sprawdzenia deformacji lub wycieku.
Test zrzutu: wolny spadek z wysokości 1,2 do 1,5 metra (różne kąty), aby obserwować, czy jest zepsuty.
Test ciśnienia: ciśnienie wewnętrzne do wartości projektowej (takie jak 0. 1MPA), utrzymuj 30 minut bez wycieku.
Test środowiskowy: Zmiany testowe w zakresie nośności w wysokiej temperaturze (60 stopni C) lub niskiej temperaturze (-20 stopnia C).
Test długoterminowego pełzania: obciążenie przez kilka miesięcy w celu oceny odporności materiału na deformację.
Projekt produktu i. Pleśń

CoAOdnośnieTOnPROCESSINGSTepsANdREquiries ofPOstatnioWoda BUCKetPleśń?

Po pierwsze, stopnie przetwarzania plastikowej formy wiader
1. MOuProjekt LD
Analiza produktu: Projektowanie według wielkości, kształtu, grubości ściany, zbrojenia i innych wymagań wiadra.
Projekt powierzchni rozstania: Określ powierzchnię rozkładania pleśni, aby zapewnić gładkie demoulding.
Projektowanie systemu bramkowania: Projektuj Runner, Gate and Eald System, aby zapewnić jednolite napełnianie z tworzywa sztucznego.
Projektowanie systemu chłodzenia: Woda chłodząca, aby zapewnić szybkie i jednolite chłodzenie formy.
Projektowanie systemu wyrzutu: zaprojektuj podtytuł lub górną płytę, aby zapewnić płynne uwalnianie produktu.
2. Wybór materiału
Die stal: powszechnie stosowana P20, 718, H13 i inna wysokiej jakości stal matrycy, wymagająca wysokiej twardości, odporności na zużycie i odporności na korozję.
Obróbka powierzchniowa: takie jak azotowanie, chromowanie itp. Popraw twardość powierzchni formy i odporność na zużycie.
3. MOuPrzetwarzanie LD
Zgrążenie: użycie frezowania, tokarstw i innych urządzeń do wstępnego przetwarzania w celu usunięcia nadmiaru materiału.
Wykończenie: Precyzyjne obróbka za pomocą narzędzi CNC w celu zapewnienia dokładności wymiarowej i wykończenia powierzchni.
Obróbka elektryczna (EDM): używane do obróbki złożonych kształtów i drobnych konstrukcji.
Polerowanie: wnęka i rdzeń są polerowane, aby zapewnić gładką powierzchnię.
4. MOumontaż LD
Montaż części: Zamontuj obrabiane części, aby zapewnić precyzję każdej części.
Uruchomienie: Aby przetestować formę, dostosować system nalewania, system chłodzenia i system wyrzucania, aby zapewnić normalne działanie formy.
5. MOuTestowanie i korekta LD
Forma testowa: Użyj rzeczywistych materiałów produkcyjnych do testowania pleśni, sprawdzenia wielkości produktu, jakości powierzchni i warunków demouldingu.
Korekta: Zgodnie z wynikami testu pleśń jest korygowana do momentu spełnienia wymagań projektowych.
Po drugie, wymagania dotyczące przetwarzania plastikowej formy wiader
1. Dokładność wymiarowa
Rozmiar wnęki: Aby upewnić się, że rozmiar wnęki jest dokładny i zgodnie z wymaganiami dotyczącymi projektowania produktu, zwykle tolerancja jest kontrolowana w ± 0. 05 mm.
Dokładność dopasowania: części pasują równomiernie, unikaj lampy błyskowej lub pleśni.
2. Jakość powierzchni
Wykończenie: Wymagania dotyczące wykończenia powierzchni wnęki i rdzenia są wysokie, zwykle trzeba dotrzeć do RA 0. 2 lub mniej.
Bez wad: bez zadrapań, pęknięć, porów i innych wad na powierzchni.
3. Siła strukturalna
Sztywność: pleśń powinna mieć wystarczającą sztywność, aby uniknąć deformacji podczas formowania wtryskowego.
Odporność na zużycie: powierzchnia pleśni musi zostać stwardniona, aby poprawić odporność na zużycie i wydłużyć żywotność usług.
4. System chłodzenia
Jednolite chłodzenie: Projekt wody chłodzącej jest rozsądny, aby upewnić się, że wszystkie części formy są równomiernie chłodzone, aby uniknąć deformacji produktu.
Skuteczne chłodzenie: Wysoka wydajność chłodzenia, skróć cykl wtrysku.
5. System nalewania
Projekt ścieżki przepływu: Rozmiar ścieżki przepływu jest rozsądny, aby zapewnić gładki przepływ plastikowy i zmniejszyć stratę ciśnienia.
Projektowanie bramy: Lokalizacja i rozmiar bramy są odpowiednie, aby uniknąć wad powierzchni produktu.
6. Wyrzuć system
Płynne wyrzucenie: Projektowanie systemu wyrzucania jest rozsądne, aby zapewnić płynne uwalnianie produktów, uniknąć deformacji lub uszkodzeń.
Brak śladu: pozycja zasadnicza jest rozsądna, aby uniknąć pozostawienia oczywistych śladów na powierzchni produktu.
7. Układ wydechowy
Gładkie wydech: Konstrukcja zbiornika wydechowego jest rozsądna, aby zapewnić gładkie zrzuty gazu w formie i uniknąć pęcherzyków lub spalania produktu.
8. Service Life
Trwałość: pleśń musi mieć długą żywotność, zwykle wymagając więcej niż 500, 000.
Łatwa konserwacja: Konstrukcja struktury pleśni jest rozsądna, łatwa w utrzymaniu i naprawie.
PróbaPlastikowa forma wiadra na wodę
Pakiet &. Dostawa

Komponenty pleśni
Stal pleśni

System Hot Runner

Części standardowe

FAQ
P: Z jakiego materiału wykonuje plastikowa forma wtrysku wiadra?
Odp.: Najczęściej stosowanym materiałem do produkcji form wtryskowych jest wysokiej jakości stal, taka jak P20, 718, 2738 itp.
P: Jaki jest proces tworzenia plastikowej formy wiadra?
Odp.: Proces tworzenia formy obejmuje inżynierię projektową, programowanie maszynowe, produkcję pleśni, testowanie pleśni i walidację.
P: Czy formę można dostosować zgodnie z konkretnymi wymaganiami produktu?
Odp.: Tak, formy można dostosować do określonych wymagań produktu zgodnie z projektem i specyfikacjami projektu.
P: Jakie czynniki należy wziąć pod uwagę przy tworzeniu naszych plastikowych form?
Odp.: Niektóre czynniki, które należy wziąć pod uwagę przy tworzeniu plastikowych form, obejmują projekt produktu, wybór materiałów z tworzywa sztucznego, wybór materiału pleśni, pojemność maszyny do formowania wtrysku, czas chłodzenia, wymagania dotyczące konserwacji pleśni itp.
P: Jak długo trwa wykonanie plastikowego wiadra wodnego?
Odp.: Czas potrzebny do wykonania formy zależy od złożoności i wielkości formy. Zwykle jednak zajmuje to od sześciu do ośmiu tygodni.
P: Jak zapewnić jakość pleśni?
Odp.: Aby zapewnić jakość pleśni, w całym procesie produkcji formy należy stosować rozsądną konstrukcję i inżynierię, wysokiej jakości materiały oraz surowe procedury kontroli jakości.
P: Jak długo trwa pleśń?
Odp.: Żywotność pleśni zależy od jakości formy, metod konserwacji i warunków pracy. Dobrze utrzymaną pleśń można wykorzystać setki tysięcy razy.
P: Jakie są zalety tworzenia form wtryskowych?
Odp.: Niektóre zalety produkcji tworzyw sztucznych obejmują szybsze czasy produkcji, niższe koszty jednostkowe, wysoką precyzję i możliwość tworzenia złożonych kształtów i projektów.
P: Czy nasze plastikowe formy wiadra wody można naprawić i utrzymywać?
Odp.: Tak, nasze plastikowe formy wiadra wody można obsługiwać i utrzymywać, aby przedłużyć ich żywotność. Regularna konserwacja może zapobiec błędom i zapewnić spójność jakości.
Informacje zwrotne klientów






